




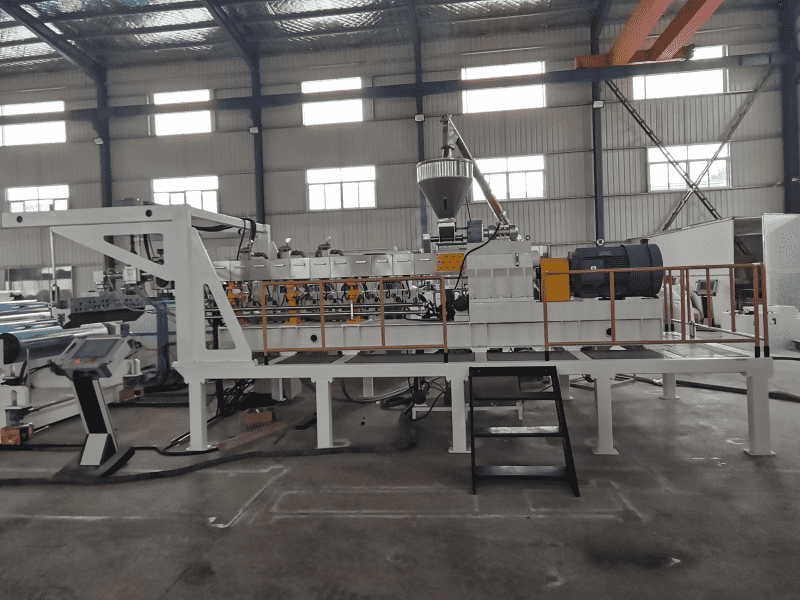
"Bir işçi iyi bir iş yapmak istiyorsa, önce aletlerini keskinleştirmelidir."Vidalı ekstruderPlastik sektöründe, özellikle de modifiye plastik sektöründe üreticilerin elindeki "önemli silah" olarak günlük üretimde ve yaşamda hiç şüphesiz son derece önemli bir rol oynamaktadır.İster yüzbinlerce yerli üretim, ister milyonlarca ithalat olsun, bir veya daha fazla ekstruderin aksama süresi üreticiler açısından son derece isteksizdir.
Sadece ek bir bakım maliyeti gerekmeyecek, daha da önemlisi üretim etkilenecek ve ekonomik faydalar kaybolacaktır.Bu nedenle ekstruderin bakımı çoğu üretici için oldukça önemlidir.Peki vidalı ekstruderin bakımı nasıl yapılır?
Vidalı ekstruderin bakımı genellikle günlük bakım ve düzenli bakım olarak ikiye ayrılır.Bakım içeriği ve diğer detaylar açısından ikisi arasındaki fark ve bağlantı nedir?
Günlük bakım
Rutin bakım, ekipmanın çalışma saatlerini almayan ve genellikle sürüş sırasında tamamlanan düzenli rutin bir çalışmadır.Odak noktamız makineyi temizlemek, hareketli parçaları yağlamak, gevşek dişli parçaları sabitlemek, motoru, kontrol aletlerini, çalışan parçaları ve boru hatlarını zamanında kontrol edip ayarlamaktır.Genel olarak aşağıdaki noktalara dikkat etmeniz gerekir:
1. Elektrik kontrol sisteminin ortam sıcaklığı ve toz önleme konusunda yüksek gereksinimleri olduğundan, elektrik sistemi üretim sahasından izole edilmeli ve havalandırma veya havalandırma fanları kurulmalıdır.Odayı temiz tutmak ve havalandırma sağlamak için elektrik kontrol kabininin basit bir odaya yerleştirilmesi, böylece iç sıcaklığın 40 ° C'den yüksek olmaması önerilir.

2. Vidanın ve makinenin yuvarlanmasını önlemek için ekstruderin boş çalışmasına izin verilmez.Ana bilgisayar rölantiye başladığında hızın 100 dev/dk'yı aşmasına izin verilmez;Ana bilgisayarı başlatırken, önce düşük bir hızda başlatın, ana bilgisayarı başlattıktan sonra herhangi bir anormal gürültü olup olmadığını kontrol edin ve ardından ana bilgisayarın hızını, işlemin izin verilen aralığına kadar yavaşça artırın (en iyiye ayarlamak daha iyidir). durum).Yeni makine devreye girdiğinde mevcut yükün %60-70 olması, normal kullanımdaki akımın ise %90'ı geçmemesi gerekir.Not: Ekstruder çalışırken anormal bir ses duyulursa, inceleme veya onarım için derhal durdurulmalıdır.
3. Çalıştırırken önce yağ pompasını açın ve ardından makineyi kapattıktan sonra yağ pompasını kapatın;su pompası tüm üretim süreci boyunca çalışmaya devam eder ve makine varilinin sıcaklığının yükselmesi nedeniyle makine varilindeki malzemelerin ayrışmasını ve karbonizasyonunu önlemek için su pompasının çalışması durdurulamaz;Ana motor fanının asbest rüzgar kapağının ön camı bloke edecek aşırı toz yapışmasını önlemek için sık sık temizleyin, bu da motorun yetersiz ısı dağıtımına ve aşırı ısınma nedeniyle devreye girmesine neden olur.
4. Ünite yüzeyindeki tozu, aletleri ve çeşitli eşyaları zamanında temizleyin.
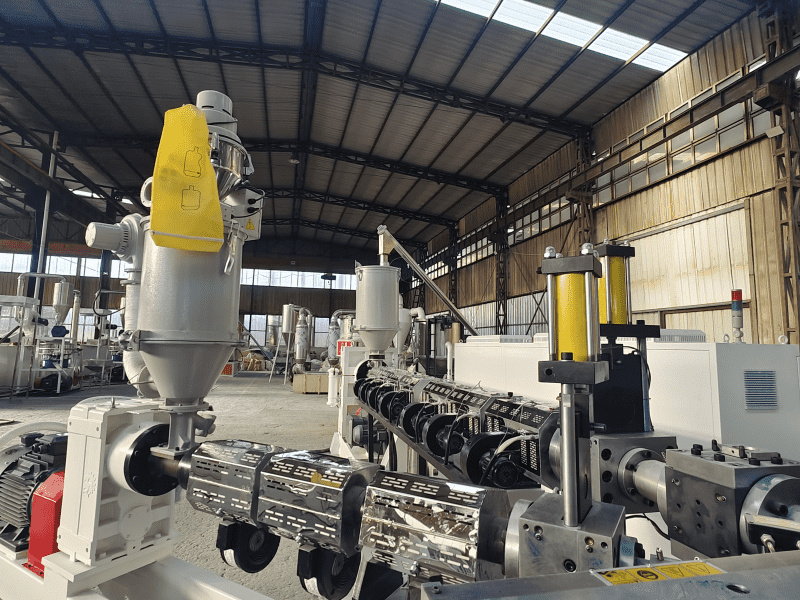
5. Vidaya ve namluya zarar vermemek için metal veya diğer kalıntıların hazneye düşmesini önleyin.Demir döküntülerinin namluya girmesini önlemek için, malzeme namluya girdiğinde namlunun besleme portuna manyetik bir bileşen veya manyetik çerçeve takılabilir.Enkazın namluya düşmesini önlemek için malzemenin önceden elenmesi gerekir.
6. Üretim ortamının temizliğine dikkat edin ve ürünün çıktısını ve kalitesini etkileyecek ve makine kafasının direncini artıracak olan filtre plakasını tıkayacak şekilde malzemeye çöp ve yabancı maddelerin karışmasına izin vermeyin.
7. Şanzıman, makine kılavuzunda belirtilen yağlama yağını kullanmalı ve belirtilen yağ seviyesine göre yağ eklemelidir.Çok az yağ, yetersiz yağlamaya yol açacak ve bu da parçaların servis ömrünü kısaltacaktır;Bozulması kolaydır ve aynı zamanda yağlamayı geçersiz hale getirerek parçaların zarar görmesi sonucunu doğurur.Yağlama yağı miktarını sağlamak için redüksiyon kutusunun yağ sızıntısı kısmı zamanında değiştirilmelidir.
Düzenli bakım
Düzenli bakım genellikle ekstruderin 2500-5000 saat sürekli çalıştırılmasından sonra gerçekleştirilir.Ana parçaların aşınmasını kontrol etmek, ölçmek ve belirlemek, belirtilen aşınma sınırına ulaşan parçaları değiştirmek ve hasarlı parçaları onarmak için makinenin sökülmesi gerekir.Genel olarak aşağıdaki noktalara dikkat etmeniz gerekir:
1. Ünite yüzeyindeki vidaların ve diğer bağlantı elemanlarının gevşek olup olmadığını ve zamanında düzgün şekilde sabitlenip sabitlenmediğini düzenli olarak kontrol edin.Şanzıman kutusunun yağlama yağı seviyesi zamanla eklenmeli veya değiştirilmelidir (yağ deposunun tabanındaki kirler düzenli olarak temizlenmelidir).Yeni makinelerde motor yağı genellikle her 3 ayda bir, ardından altı ayda bir ila bir yılda bir değiştirilir.Yağ filtresi ve yağ emme borusu düzenli olarak (ayda bir) temizlenmelidir.
2. Ekstruderin redüktörünün bakımı genel standart redüktörün bakımıyla aynıdır.Esas olarak dişlilerin ve yatakların aşınmasını ve arızasını kontrol edin.
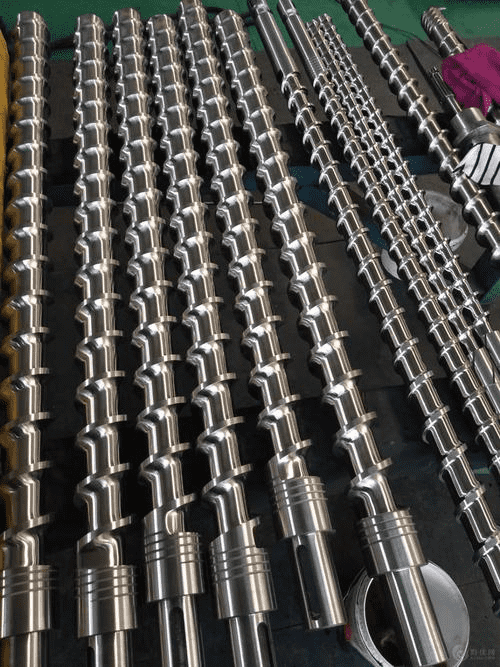
3. Yeniden takarken, A ve B vidalarının orijinal konumunda olması gerektiğine ve değiştirilemeyeceğine lütfen dikkat edin!Yeni birleştirilen vida makineye takıldıktan sonra önce elle çevrilmesi gerekir, normal dönmesi durumunda düşük hızda açılabilir.Vida veya kovan uzun süre kullanılmadığında pas ve kirlenme önleyici önlemler alınmalı, vida asılıp yerleştirilmelidir.İplik bloğu ateşle yanarsa alev sağa sola hareket etmeli, yanarken temizlenmelidir.Bırakın iplik bloğunu suya koymayı, çok fazla yakmayın (mavi veya kırmızı).
4. Sıcaklık kontrol cihazını düzenli olarak kalibre edin, ayarının doğruluğunu ve kontrolün hassasiyetini kontrol edin.
5. Namlu içindeki soğutma suyu kanalını tıkayacak ve sıcaklık arızasına neden olacak kireç oluşumunu önlemek için, varil içindeki soğutma suyu deposunda mutlaka distile su kullanılmalıdır.Kullanım sırasında kireçlenmeyi önlemek için suyu doğru şekilde eklemeye dikkat edin.Tıkalıysa, özel bakım için silindirin değiştirilmesi gerekir.Tıkanma yoksa ancak su çıkışı azsa kireçlenme var demektir.Su deposundaki su, sirkülasyon için seyreltik hidroklorik asit ile değiştirilmelidir.Teraziyi normale kadar temizledikten sonra damıtılmış su ile değiştirin.Genellikle su deposundaki su makine namlusunu soğutmak için, içinden geçtiğimiz doğal su ise su deposunu soğutmak için kullanılır.Soğutma suyu deposunun su kalitesini düzenli olarak kontrol edin ve bulanıklaşırsa zamanında değiştirin.
6. Solenoid valfin normal çalışıp çalışmadığını, bobinin yanmış olup olmadığını kontrol edin ve zamanında değiştirin.
7. Sıcaklığın yükselememesinin veya sıcaklığın yükselip düşmeye devam etmesinin olası nedenleri: galvanik çiftin gevşek olup olmadığı;ısıtma bölgesindeki rölenin normal çalışıp çalışmadığı;Solenoid valfin normal çalışıp çalışmadığı.Deforme olan ısıtıcıyı zamanında değiştirip vidalarını sıkın.
8. Vakum tankındaki kiri temizleyin (https://youtu.be/R5NYMCUU5XQ) zamanla ve boru hattının tıkanmasını önlemek için egzoz odasındaki malzemeler.Vakum pompasının sızdırmazlık halkası aşınmışsa zamanında değiştirilmeli ve düzenli olarak kontrol edilmelidir.Çıkış milinin çarpması yatağın hasar görmesinden ve milin kırılmış olmasından kaynaklanmış olmalı ve kutudan çıkarılarak değiştirilmelidir.başarısızlık kaybı.
9. Vidayı döndüren DC motor için fırçaların aşınmasını ve temasını kontrol etmeye odaklanmak, motorun izolasyon direncinin belirtilen değerin üzerinde olup olmadığını sık sık kontrol etmek gerekir.Ayrıca bağlantı kablolarının ve diğer parçaların paslanıp paslanmadığını kontrol edin ve koruyucu önlemleri alın.
10. Ekstruderin uzun süre durdurulması gerektiğinde vidanın, makine çerçevesinin ve makine kafasının çalışma yüzeyleri pas önleyici gres ile kaplanmalıdır.Vidanın deformasyonunu veya zedelenmesini önlemek için küçük vida havaya asılmalı veya özel bir ahşap kutuya yerleştirilmeli ve tahta bloklarla düzleştirilmelidir.
11. Ekstrüdere bağlanan soğutma suyu borusunun iç duvarı kireçlenmeye eğilimlidir ve dış kısmın paslanması ve paslanması kolaydır.Bakım sırasında dikkatli bir inceleme yapılmalıdır.Çok fazla ölçek boru hattını tıkayacak ve soğutma etkisi sağlanamayacaktır.Korozyon ciddiyse su sızacaktır.Bu nedenle bakım sırasında kireç giderme ve korozyon önleyici soğutma önlemleri alınmalıdır.
12. Ekipman bakımından sorumlu olacak özel bir kişiyi atayın.Her bakım ve onarımın ayrıntılı bir kaydı fabrika ekipman yönetimi dosyasına dahil edilir.
Aslında ister günlük bakım, ister düzenli bakım olsun, iki bakım süreci birbirini tamamlar ve vazgeçilmezdir.Üretim araçlarının dikkatli "bakımı" aynı zamanda günlük üretimdeki arıza oranını da bir dereceye kadar azaltır, böylece üretim kapasitesi sağlanır ve maliyetlerden etkili bir şekilde tasarruf sağlanır.
Gönderim zamanı: Ağu-08-2023






